

在工业高速发展的今天,为提高生产制造的节拍,保证生产线各环节的协调与合理利用,同时也减少人力成本,打造现代化生产线已成为当务之急。本文以江铃涂装车间机运为例,讲述如何以PLC为核心,实现机运自动化以及需要注意的要点。
涂装机运始于焊装出口,途径电泳、烘干,烘干之后更换吊具,打密封胶,再换回滑撬运输进入面漆、打蜡等工艺,其中各个工艺环节设立外观检查与返修循环,最后换撬进入总装结束。
要保证整个系统的安全性,首先在各个工艺链的出入口设置急停按钮盒,面漆工艺段因为易燃、易爆而采用防爆隔离栅代替普通传感器;其次,除了在硬件上安装极限开关之外,还在底层通过编写联锁程序,防止操作人员在设备处于非安全状态时误操作。
机运系统与工艺机器人的车型信息交互、存储区车型的排序、返修区域的自动路径选择,将是实现自动化的难点。
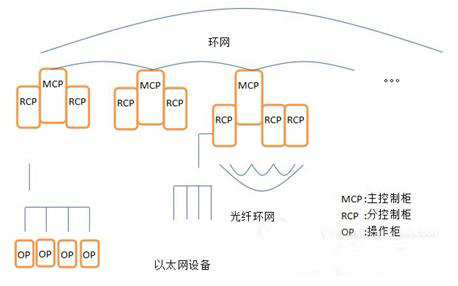
为了合理分配各个控制系统的负荷,同时也使整个系统结构清晰、维护方便,本方案系统电力与网络采用树状结构设计:
该方案将整个系统划分为若干个区域,每个区域有一个MCP,各配备一台PLC,MCP再通过光纤网络连接到本区域的各个RCP,保证了网络的稳定性,也就是整条生产线的稳定性,最终通过光纤交换机转为以太网连接到变频器、远程IO等设备,同时各种电气设备包括马达过载保护开关、继电器、接触器等也安装在每个MCP或者RCP内。
在PLC程序里面,通过安装在生产线的传感器来确定台车的位置,记录台车的车型信息,并根据输送情况实时推送车型信息的记录,同时为了防止推送出现误差,还在关键工位设立RFID读写站,将车型信息通过读写头写入装置在台车上的RFID载码体内。在机面漆工艺段,再从RFID读取准确的车型信息递交给机器人。
本系统共有6个维修间,每个维修间设立一个按钮盒反馈该维修间是否作业完毕,同时检查站设置按钮盒,操作人员通过选择按钮来记录车架的良莠。利用RSLogix编程的灵活性,实现了自动根据车型,检查站打分情况,存储区在路径上的车辆状况,自动有序地选择路径,到达相应的返修间,突破一大难题。







