荷兰Paques公司和代尔夫特理工大学(TUDelft)于1998年首次发展了厌氧氨氧化反应器,并在随后的十余年中,在全球针对不同的污水水质,完成了20多个厌氧氨氧化项目。MaximeRemy,TimHendrickx和RidHaarhuis总结了厌氧氨氧化最新的发展和他们多年的运行经验。
全球对利用厌氧消化技术处理污泥、有机固废和工业污水的兴趣正日趋增强,厌氧消化不仅能够处理污水污泥而且能够产生可利用的生物沼气。而经过厌氧消化后的消化液中含有很高浓度的氨氮。针对该部分高浓度的氨氮单独去除的厌氧氨氧化技术,可以节省能耗并且工艺紧凑占地小。在过去的十余年中,荷兰Paques公司针对不同的污水种类,设计并建造了拥有专利技术的厌氧氨氧化反应器。
厌氧氨氧化工艺的适用性
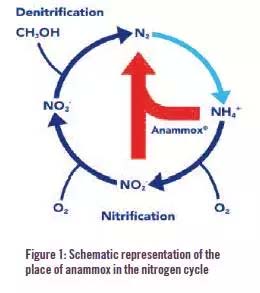
厌氧氨氧化技术尤其适合处理厌氧产甲烷工艺的出水,这种出水通常都含有很高浓度的氨氮,这些氨氮是由含氮有机物在厌氧过程中被降解而产生。这种出水中往往只有相对较低的BOD,因为大部分的有机质已经被转化为生物沼气。如果没有额外碳源投加(甲醇)以及大量曝气,这种高氨氮低有机物的水质很难用传统的脱氮工艺(如图1)实现氨氮的高效去除。
厌氧氨氧化工艺的进水可以是市政污水也可以是工业污水。在市政污水领域,厌氧氨氧化反应器往往以侧流的方式,安装在污泥消化或污泥脱水之后。经过厌氧氨氧化工艺脱氮后的出水再回到主流程,从而降低主流工艺的氨氮负荷。在工业污水领域,厌氧氨氧化通常直接应用在厌氧反应器(如UASB)之后,已经被应用在食品,半导体等众多工业领域的污水处理中。
同传统的脱氮工艺相比,厌氧氨氧化有诸多优势:
曝气将降低60%
污泥产率降低90%
结构紧凑但适应高达2KgN/m3.d的高氨氮负荷
无需额外碳源。保留的碳源可尽可能的转化为生物沼气;无需额外甲醇投加。
截止2015年1月,已经有25个厌氧氨氧化项目在建设或运行,每日处理的氨氮已经超过75吨。表1中列出了相关项目的信息。

厌氧氨氧化工艺的启动
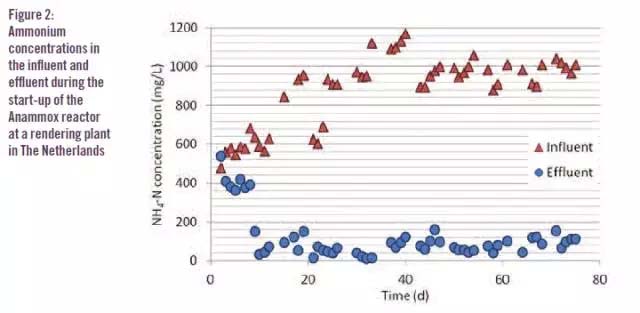
在图2中的数据是利用厌氧氨氧化工工艺,处理荷兰一处污水在初期两个半月时间里的启动情况。该污水处理厂主要是来自牲畜屠宰场的污水,工艺共分三个系列,每个系列设计处理量为每天2000Kg的NH4-N,如图3所示。上游工艺是高效厌氧反应器(BIOPAQIC)和用于去除BOD和硫化物预曝气池。厌氧消化液和组合工艺处理的出水混合后进入MBR反应器,得到进一步处理。厌氧氨氧化的目的是降低MBR反应器的氨氮负荷。由于项目设计占地空间的限制,厌氧氨氧化的优势得到体现。厌氧氨氧化启动时利用了从荷兰Olburgen运来了颗粒污泥接种。

然而,最早期的厌氧氨氧化反应器启动时间往往需要长达6个月的时间。如今,借助大量现有的厌氧氨氧化厂的颗粒污泥接种,新建反应器的启动时间大大缩短。大约在一个星期的时间里,氨氮的去除能力就可达90%,随后可逐步提到进水的氨氮浓度。在污水厂启动时,一开始只是接种了其中的一个系统,当该系列的颗粒污泥稳定后,再被用于接种其余两个系列。稳定运行后,最终的氨氮去除率高达95%以上。
厌氧氨氧化反应器长期的运行效果
荷兰Olburgen厌氧氨氧化工艺自2006年开始运行,图4展示了该厂运行8年半的情况。Olburgen厂处理的进水是来自市政污水和马铃薯食品工业经UASB预处理的出水的混合液。该厂位于当地市政污水厂内,并由Waterstromen公司运营。在厌氧氨氧化工艺之后,是PaquesPhospaq磷回收工艺,在此氧化镁投加后形成鸟粪石(MgNH4PO4.6H2O)以回收污水中的磷。该厂设计每天处理1200Kg的NH4-N。如图5
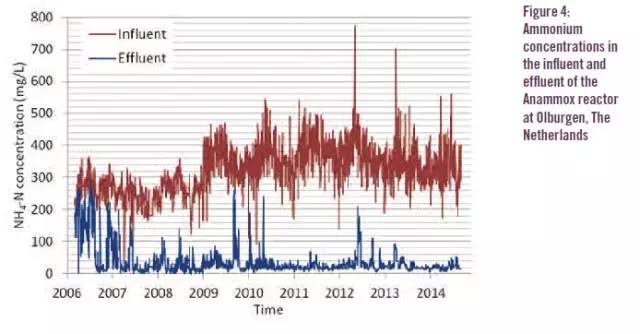
即使伴随着每天以及季节性的来水氨氮负荷变化,该厂也均能稳定达到90%的氨氮去除率。在过去的5年中,平均的氨氮去除率达到92%,出水浓度平均约28mg/L。最近一次出水氨氮最高值出现在2012年6月,但这是由于误操作导致反应器中80%的污泥被冲出,而反应器随后在没有外加接种污泥的情况下迅速恢复。目前,经过修正后的设计和运行经验已经成为Paques公司设计厌氧氨氧化工艺的标准。
Olburgen厂是第一个采用一段厌氧氨氧化工艺(亚硝化和厌氧氨氧化在同一反应器中进行)的处理厂。世界上第一个生产规模的厌氧氨氧化处理厂是在荷兰鹿特丹,但采用的是两段分布工艺(亚硝化和厌氧氨氧化在不同反应器中进行)。因此Olburgen厂的工艺比鹿特丹处理工艺又往前迈了一大步。自Olburgen厂2006年运行以来,后续设计的厌氧氨氧化工艺均采用了一段法。
额外的一些经验总结
虽然厌氧氨氧化已经被证明了是可靠的技术,但是Paques公司还是在该工艺启动初期的经验的基础上,总结了该工艺的瓶颈以及潜在的应对方案。厌氧氨氧化菌较低的生物增值率(倍增时间为12天)导致在第一个项目启动时间长达6个月。随着全球厌氧氨氧化工艺在不同污水种类应用项目的逐渐增多,接种污泥的获取越来越容易,因此,后续项目启动的时间往往小于1个月。
由于反应器设计上采用了内部滞留区,颗粒厌氧氨氧化污泥可以被很好的保留住。因此反应器可以在很高的进水悬浮颗粒浓度条件下运行。然而,在悬浮颗粒浓度极高的情况下(大于10g/L)时,流体的粘度增加,将影响相对较小的颗粒污泥的反应器中的保留,进而影响厌氧氨氧化污泥的增长效率。当进水总的磷浓度很高时,在不可控的情况下形成鸟粪石将会给稳定运行带来麻烦。当氨氮负荷超过2KgN/m3.d时,优化运行可以通过紧凑的设计来实现,最低温度要求为30℃。
通过一些预处理,可以解决上述运行中的一些问题。如采用Phospaq工艺解决磷含量过高的问题;沉淀池可用于解决来水悬浮颗粒过高的问题;预曝气用于解决进水中过高硫化物和挥发性脂肪酸的问题。谨慎运行预处理工艺和厌氧氨氧化工艺,可以有效规避聚合物毒性和亚硝酸累积带来的问题。